|
Подробная информация о продукте:
|
| Цвет: | ЧЕРНОТА | Форма: | круглый бар |
|---|---|---|---|
| применение: | Индустрия, отливка, металлургия & плавильня, сталеплавильное производство и другой, металлургия | ||
| Выделить: | электроды штанги графита,графитовый электрод uhp |
||
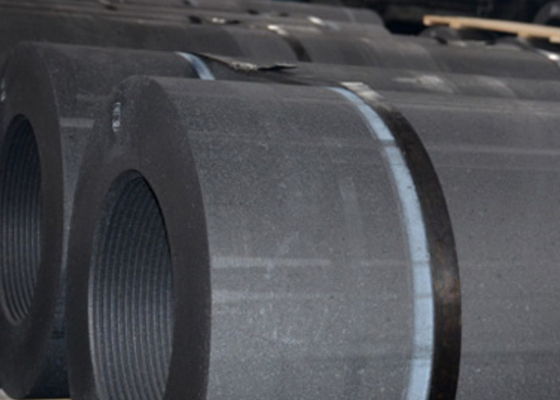
Мощный графитовый электрод большого диаметра для дуговых печей по заводской цене
Информация о продукте
Графитовый электрод в основном изготавливается из нефтяного кокса и игольчатого кокса, а угольный битум используется в качестве связующего.Он производится путем прокаливания, компаундирования, замешивания, прессования, обжига, графитизации и механической обработки.Он выделяется в виде дуги при выплавке стали в электродуговых печах.Электрическая энергия используется в качестве проводника для нагрева и расплавления заряда.По индексу качества графитового электрода его можно разделить на обычную мощность (RP), высокую мощность (HP) и сверхвысокую мощность (UHP).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Инструкции по использованию:
1. Перед подключением графитового электрода сначала очистите резьбу электрода.Вворачивая подъемный соединитель в другой конец электрода, не заденьте резьбу.Не рекомендуется вставлять коннектор непосредственно в электрод, используемый в печи.
2. Категорически запрещается использовать стальную проволоку или металлическую щетку.Абразивная ткань очищает резьбу графитового электрода и может быть очищена только сжатым воздухом без масла и воды.
3. Используйте гибкий крюк с вращающимся крючком и мягкую опорную подкладку под соединением графитового электрода, чтобы предотвратить повреждение резьбы.
4. Перед подключением графитового электрода поры следует очистить сжатым воздухом без масла и воды.
5. С помощью гибкого крючка поднимите графитовый электрод к печи, найдите центр, медленно опустите его, ввинтите и затяните обручем.
6. Используйте специальный штангенциркуль для затяжки в соответствии с указанным крутящим моментом, механически или гидравлически, и нагнетательное оборудование с указанным крутящим моментом.
7. Если две секции графитового электрода не соприкасаются или контактное давление слишком велико, это повлияет на нормальное использование.Обратите внимание на крутящий момент, указанный на рисунке.
8. Держатель электрода должен находиться внутри двух белых предупреждающих линий.Контактную поверхность между держателем и графитовым электродом следует часто очищать, чтобы поддерживать хороший контакт с электродом.Категорически запрещается протекать рубашку водяного охлаждения держателя.
9. Во избежание поломки графитового электрода в печь нельзя ставить изолирующий блок.Рабочий ток электрода должен быть совместим с допустимым током электрода по спецификации.
10. Чтобы не сломать графитовый электрод, поместите сыпучий материал в нижнюю часть, а небольшой кусок в верхнюю часть.
11. Графитовый электрод помещают в печь рядом с печью для сушки.Температура не превышает 150 градусов и не превышает 24 часов.
12. При использовании графитового электрода ковш следует резать специальным инструментом, а не краном.
![]()
Контактное лицо: Mr. sunnese
Телефон: 18811266813